

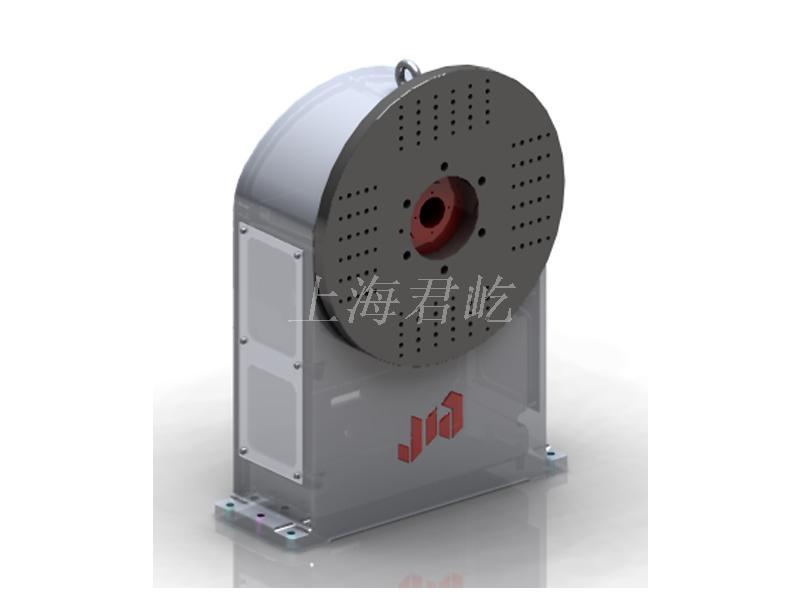
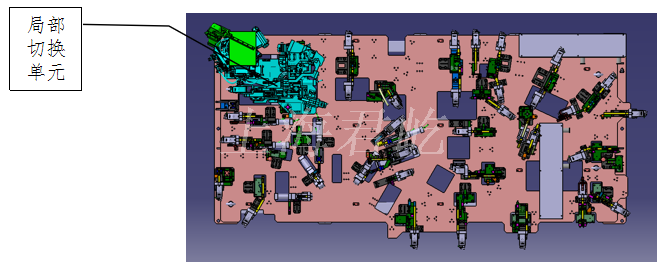
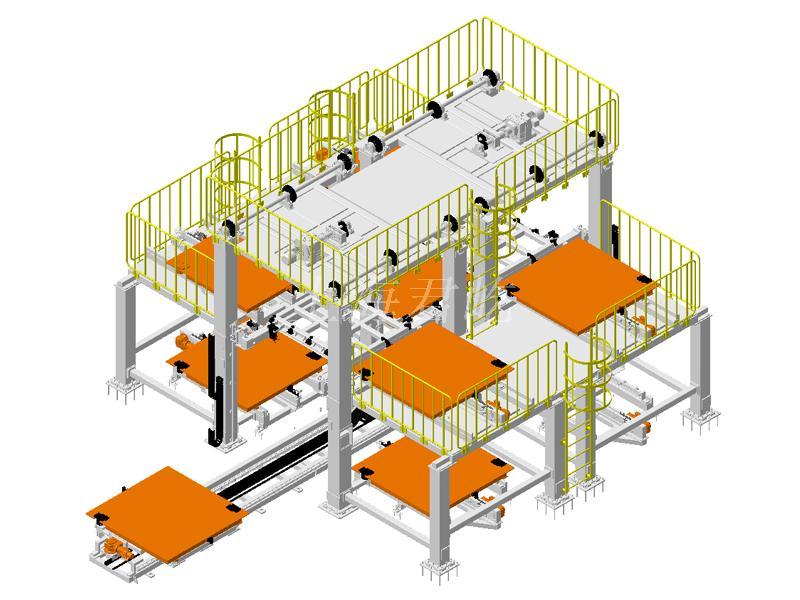
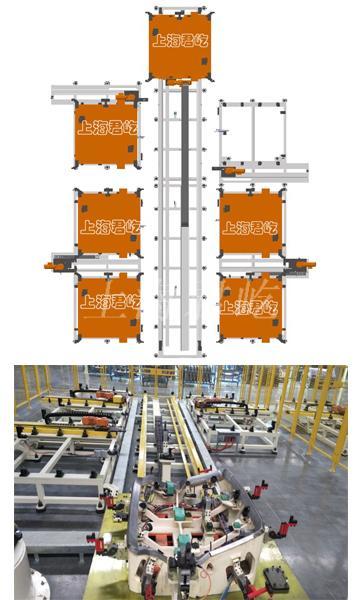
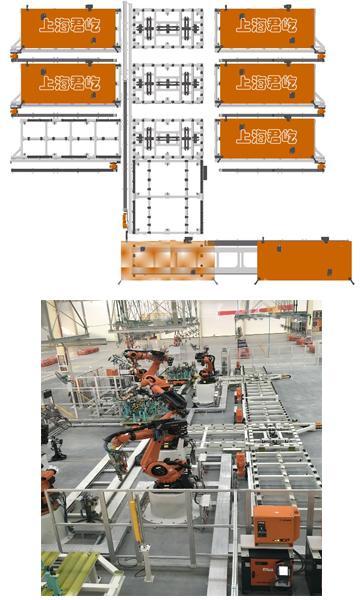
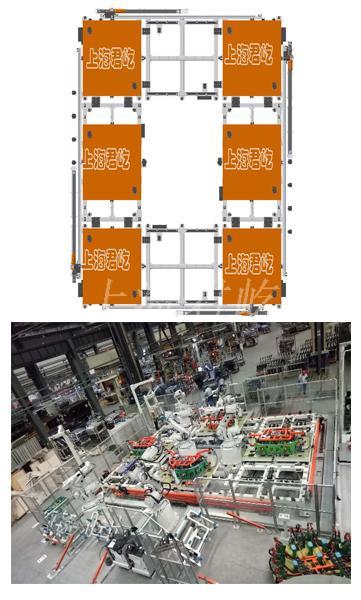
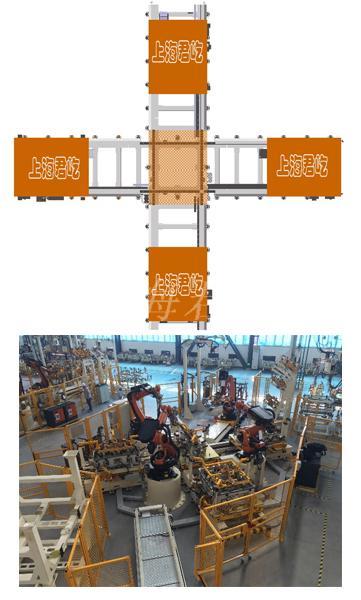
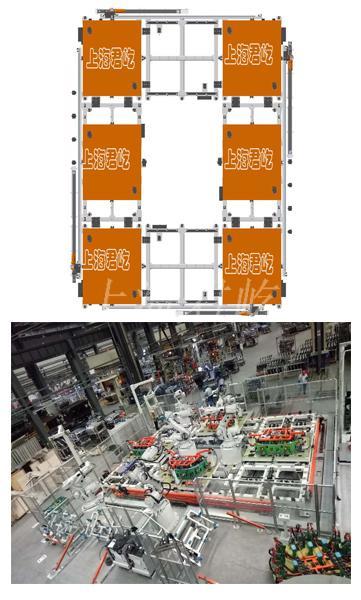
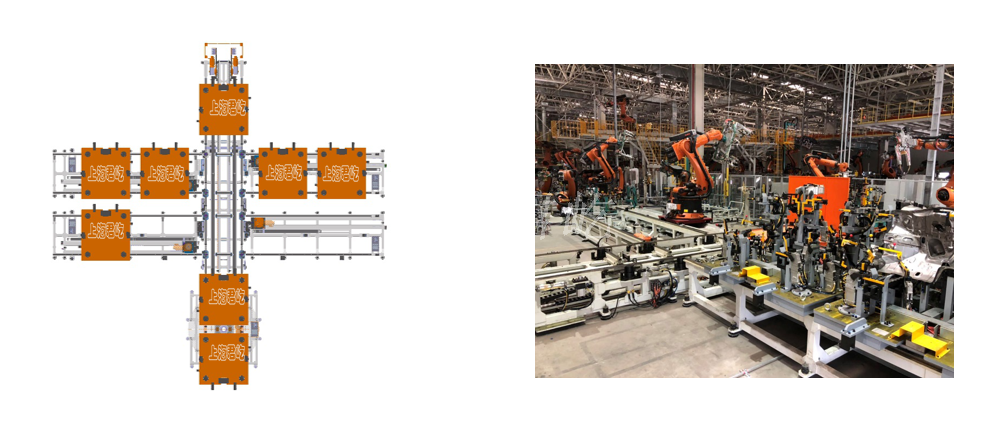
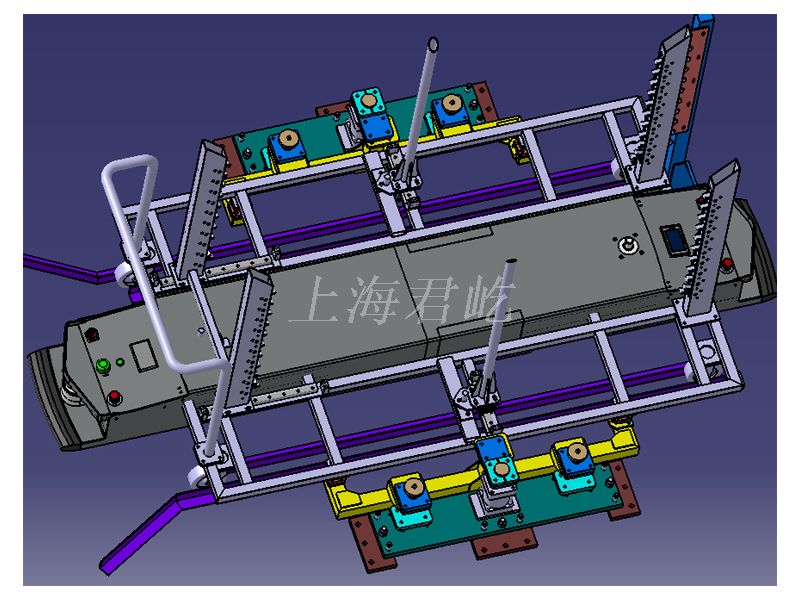
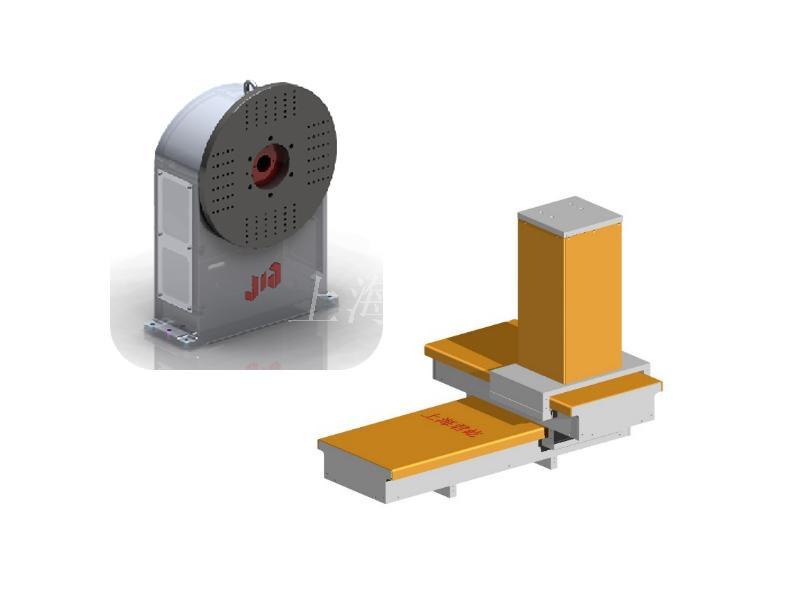
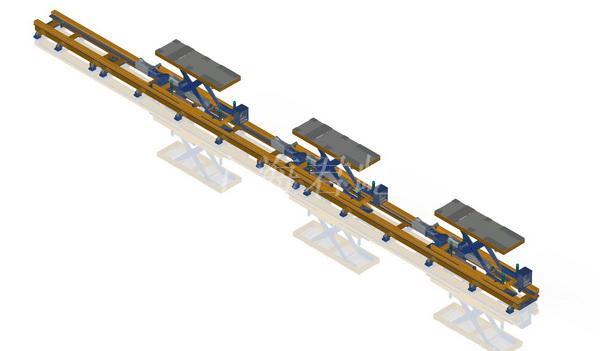
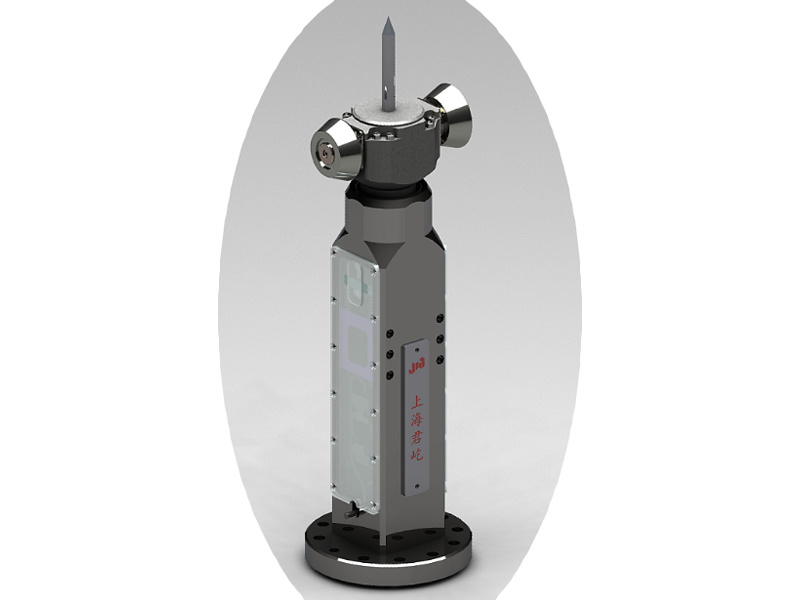
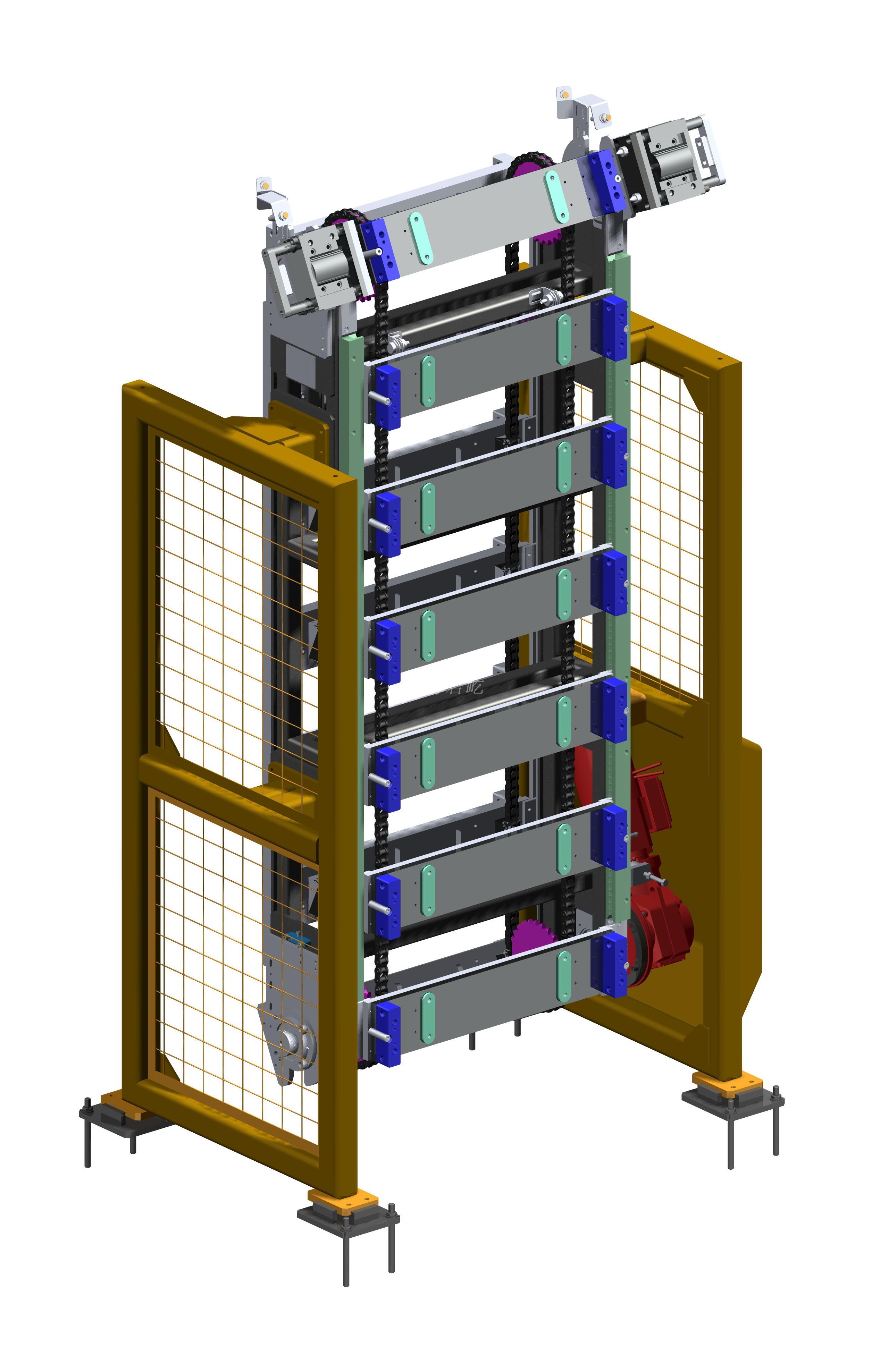
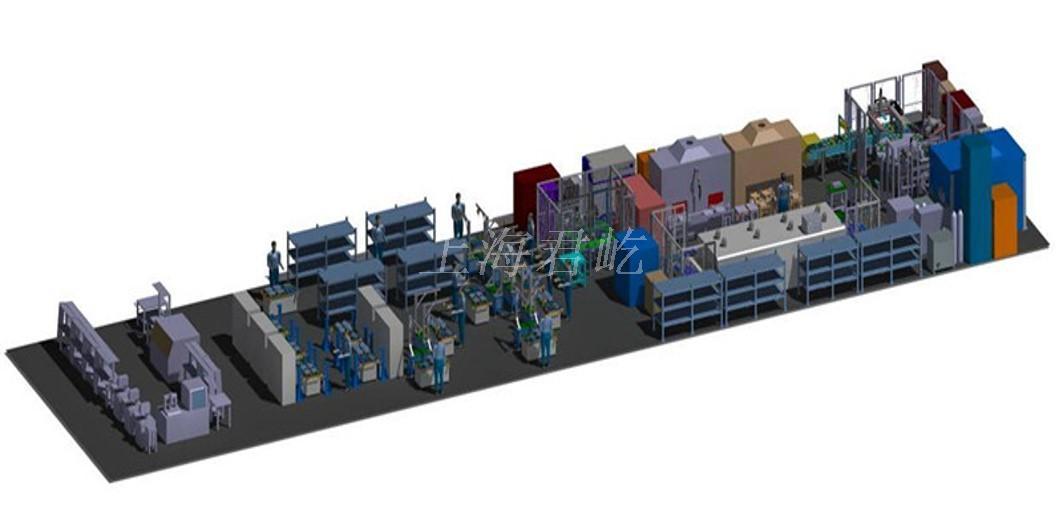
风车切换技术:
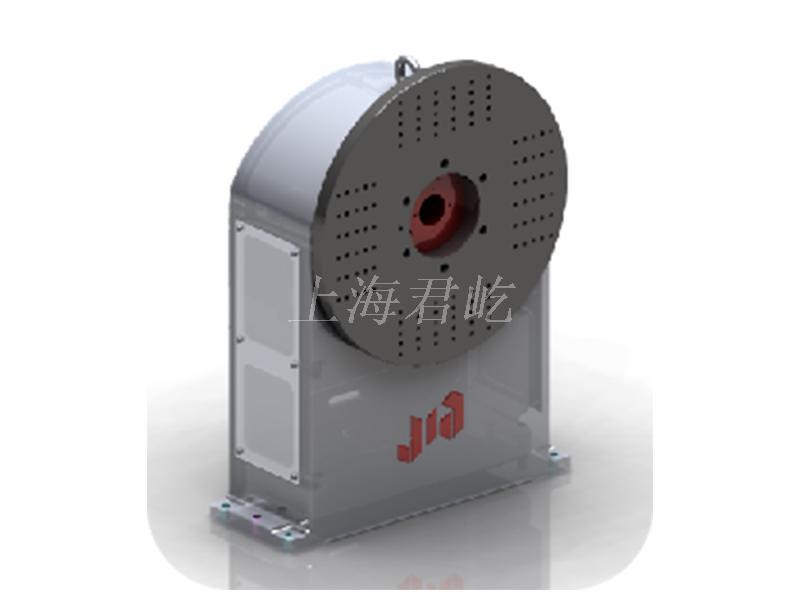
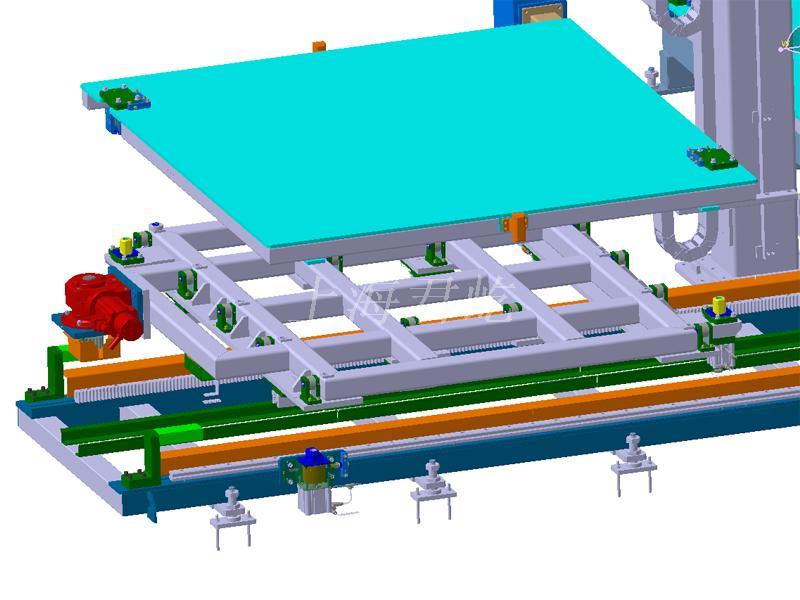
采用电机驱动与分度盘精密到位控制的切换单元,满足4车型定位单元切换,占用空间小,切换速度快。
 |
 |
|
名称
|
参数
|
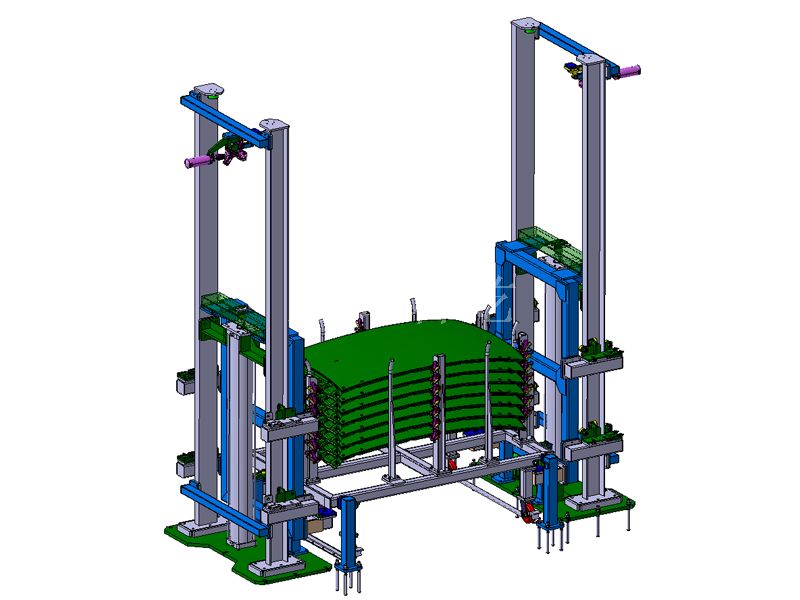
| 额定静载荷 | 200kgf |
|
重复定位精度(直径φ400mm)
|
±0.05mm |
|
X向容许偏心距离
|
≤200mm
|
|
Y向容许偏心距离
|
≤200mm |
|
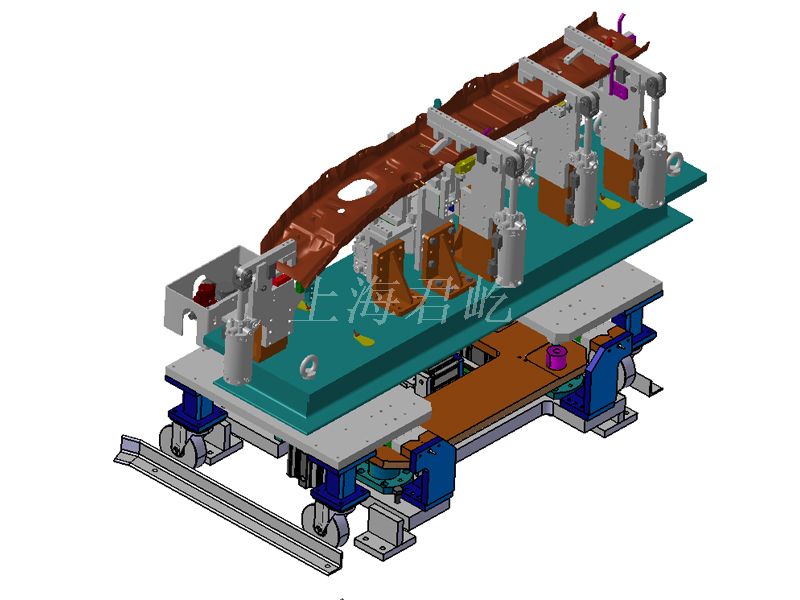
夹具固定板直径
|
400mm(可定制) |
| 工位数 | 4工位(带工位识别) |
| 节拍(90度) |
3.5s
|
| 输入控制电压 |
AC220V
|
| 控制电气接入 | Harting(快插接头) |
| 外形尺寸 | L550mm*W195mm*H660mm |

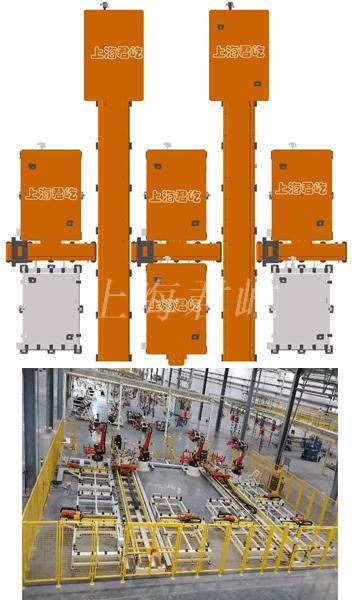

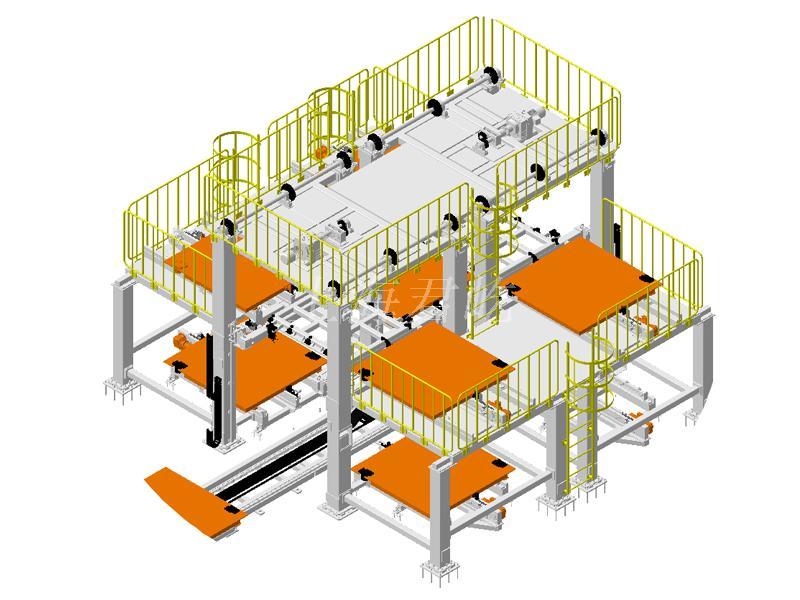
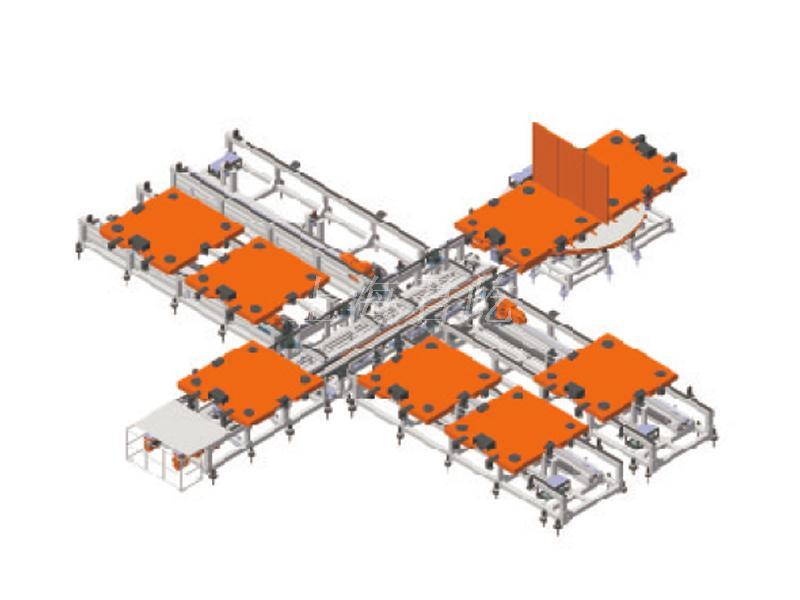
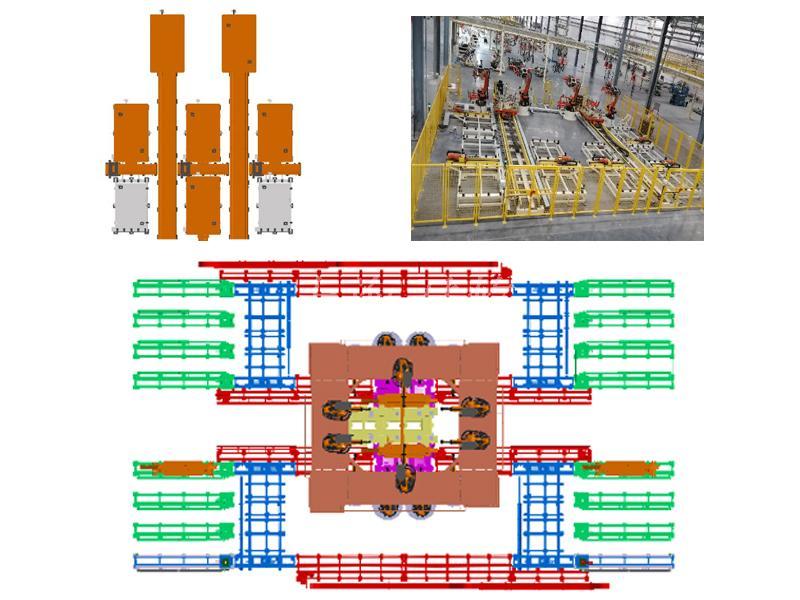
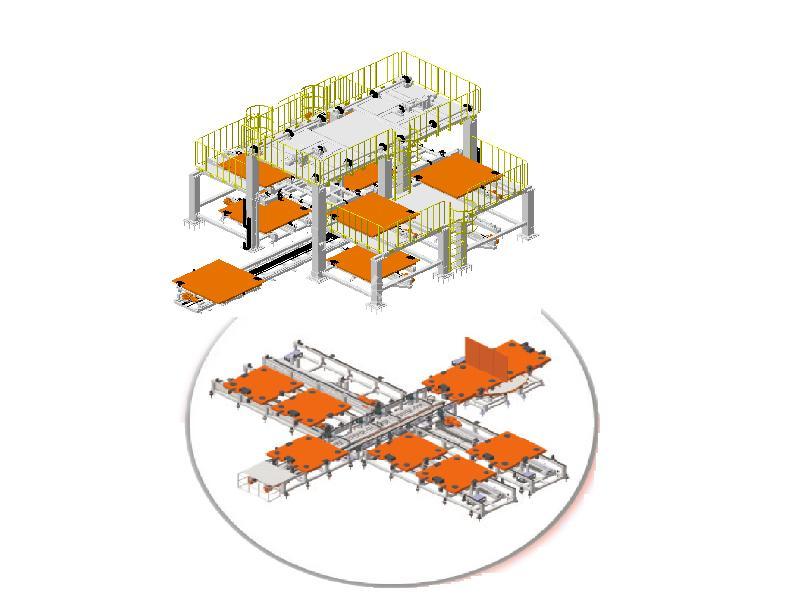



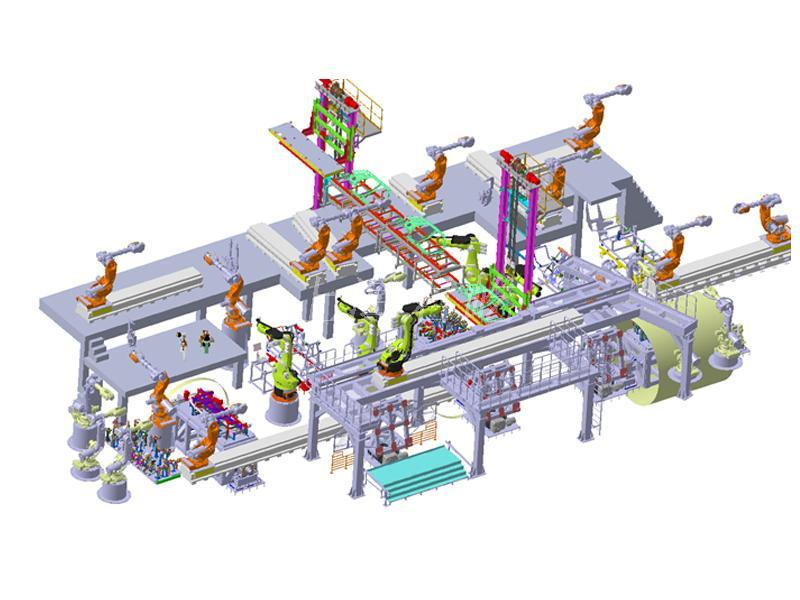
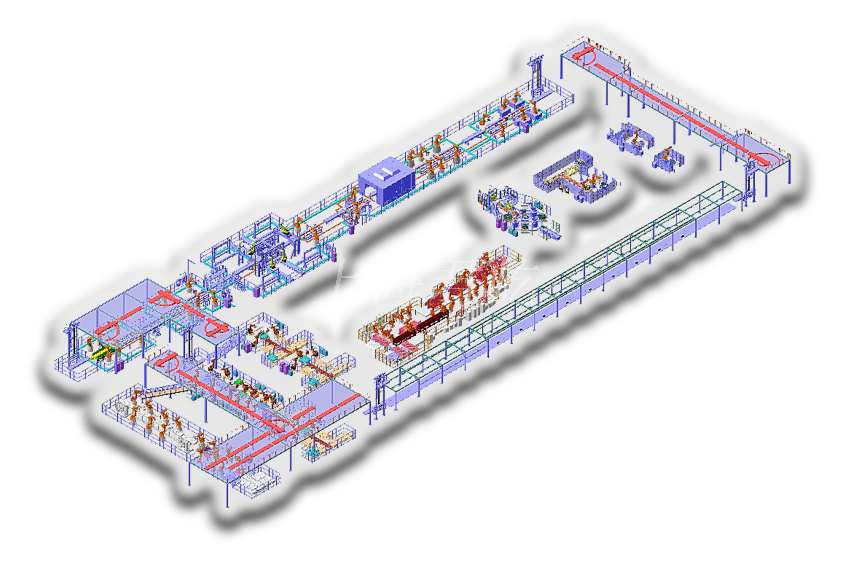







































 主线
主线 主线(总拼)
主线(总拼) 侧围
侧围
















 A&B柱焊接
A&B柱焊接 地板焊接
地板焊接